


一,合肥自动化生产线,合肥自动化流水线生产规划
合肥自动化生产线,合肥自动化流水线的主要产品或多数产品的工艺路线和工序劳动量比例,决定了一条生产线上拥有为完成某几种产品的加工任务所必需的机器设备,机器设备的排列和工作地的布置等。
合肥自动化生产线具有较大的灵活性,能适应多品种生产的需要;在不能采用流水生产的条件下,组织生产线是一种比较先进的生产组织形式;在产品品种规格较为复杂,零部件数目较多,每种产品产量不多,机器设备不足的企业里,采用生产线能取得良好的经济效益。
合肥自动化生产线,合肥自动化流水线的自动化采购步骤如下:
1.先确定节拍时间:不论何种制品,皆在其必须完成的恰好时间内制造。
2.单位流程:只针对一项产品,进行单位配件的搬运、装配、加工及素材的领取。
3.先导器:制作以目视即能了解节拍时间的装置。
4.U字型生产线:将设备依工程顺序逆时针排列,并由一人负责出口及入口。
5.AB控制:只有当后工程无产品,而前工程有产品的情形,才进行工程。
6.灯号:传达生产线流程中产品异状的装置。
7.后工程领取:生产线的产品要因应后工程的需求。
二,合肥自动化生产线,合肥自动化流水线组成部分
1,传送系统
自动线的工件传送系统一般包括机床上下料装置、传送装置和储料装置。在旋转体加工自动线中,传送装置包括重力输送式或强制输送式的料槽或料道,提升、转位和分配装置等。有时采用机械手完成传送装置的某些功能。在组合机床自动线中当工件有合适的输送基面时,采用直接输送方式,其传送装置有各种步进式输送装置、转位装置和翻转装置等对于外形不规则、无合适的输送基面的工件,通常装在随行夹具上定位和输送,这种情况下要增设随行夹具的返回装置。
2,控制系统
自动化装配线的控制系统主要用于保证线内的机床、工件传送系统,以及辅助设备按照规定的工作循环和联锁要求正常工作,并设有故障寻检装置和信号装置。为适应自动线的调试和正常运行的要求,控制系统有三种工作状态:调整、半自动和自动。在调整状态时可手动操作和调整,实现单台设备的各个动作;在半自动状态时可实现单台设备的单循环工作;在自动状态时自动线能连续工作。
控制系统有“预停”控制机能,自动线在正常工作情况下需要停车时,能在完成一个工作循环、各机床的有关运动部件都回到原始位置后才停车。自动线的其他辅助设备是根据工艺需要和自动化程度设置的,如有清洗机工件自动检验装置、自动换刀装置、自动捧屑系统和集中冷却系统等。为提高自动线的生产率,必须保证自动线的工作可靠性。影响自动线工作可靠性的主要因素是加工质量的稳定性和设备工作可靠性。自动线的发展方向主要是提高生产率和增大多用性、灵活性。为适应多品种生产的需要,将发展能快速调整的可调自动线。
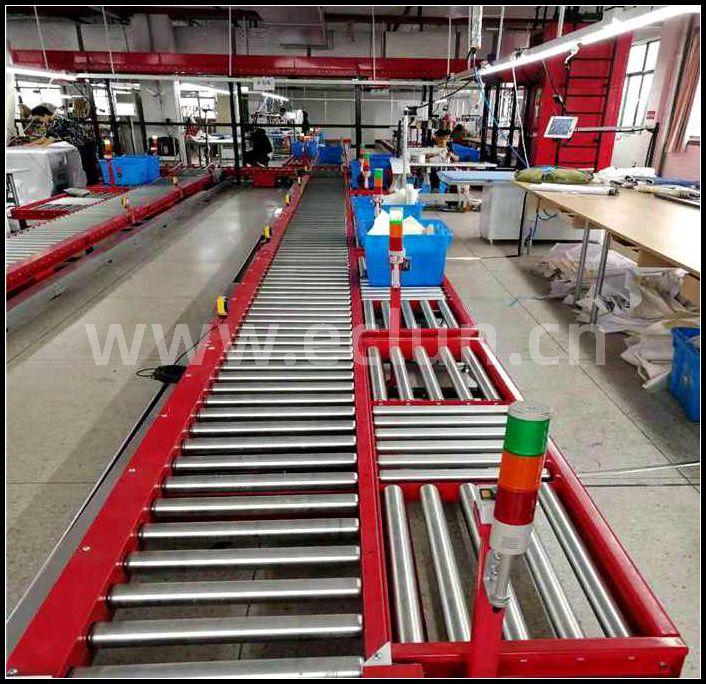
三,合肥自动化生产线,合肥自动化流水线图



服务区域: 北京 重庆 上海 天津 石家庄 保定 廊坊 太原 沈阳 大连 长春 南京 无锡 徐州 常州 苏州 常熟 南通 盐城 扬州 杭州 嘉兴 湖州 金华 合肥 芜湖 济南 青岛 淄博 东营 烟台 潍坊 泰安 威海 日照 临沂 德州 聊城 滨州 郑州 武汉 十堰 长沙 成都 西安